�����O(sh��)��,��Һ�w����C���I(y��)���a(ch��n)�S��,��")
Ʒ���")
�����Mʽ��������2005��(bi��o)��(zh��n)
HG/T 3798.8-2005
ǰ ��
����(bi��o)��(zh��n)����HG/T2126-1991�����Mʽ���������g(sh��)�l����,��
����(bi��o)��(zh��n)�cHG/T2126-1991�����Ҫ׃������ ��
——�����˔��������,����Ҏ(gu��)���ˮa(ch��n)Ʒ��̖��
——�����˔������ĽY(ji��)��(g��u)�c��Ҫ����(sh��) ,��
һ—�����M�Д�����ƽ��ԇ��Ҫ�� ,��
����(bi��o)��(zh��n)�ĸ�䛣����Y���Ը�䛡�
����(bi��o)��(zh��n)���Ї�ʯ�ͺͻ��W(xu��)���I(y��)�f(xi��)�����,��
����(bi��o)��(zh��n)�ɻ��W(xu��)���I(y��)�Cе�O(sh��)���(bi��o)��(zh��n)�����g(sh��)ί�T���w�ڡ�
����(bi��o)��(zh��n)ؓ؟(z��)��݆�λ ���㽭�L�ǜp�ٙC����˾,��
����(bi��o)��(zh��n)���c��݆�λ ���㽭��W(xu��)�����Cе�о���,�����A�����Cе���Ԅӻ��о��O(sh��)ӋԺ��
����(bi��o)��(zh��n)ؓ؟(z��)����� ���܇��� ,��������,��
����(bi��o)��(zh��n)���c����� ���S־�� ���K��,����Ʋ� ,���־ƽ �������� ,��
����(bi��o)��(zh��n)�������(bi��o)��(zh��n)�Ěv�ΰ汾�l(f��)����r�� ��HG/T2126-1991
���Mʽ������
1����
����(bi��o)��(zh��n)Ҏ(gu��)�������M ʽ�������Įa(ch��n)Ʒ��� ,���Y(ji��)��(g��u)�c��Ҫ����(sh��) �����g(sh��)Ҫ�� ,���Լ��z� ,�����b���A�\��Ҫ��
����(bi��o)��(zh��n)�m���ڽ����T�������Mʽ������ ,��
2Ҏ(gu��)���������ļ�
�����ļ��еėl��ͨ�^����(bi��o)��(zh��n)�����ö��ɞ鱾��(bi��o)��(zh��n)�ėl��,������ע���ڵ������ļ������S�����е��ĆΣ����������`�ă�(n��i)�� ������ӆ������m���ڱ���(bi��o)��(zh��n) ,��Ȼ��,���Ą����(j��)����(bi��o)��(zh��n)�_�Ʌf(xi��)�h�ĸ����о��Ƿ��ʹ���@Щ�ļ������°汾 �����Dz�ע���ڵ������ļ�,�������°汾�m���ڱ���(bi��o)��(zh��n),��
GB/T 9493 ���T�F��
GB/T 11352 һ�㹤�����T��̼䓼�
GB/T 1095 ƽ�I�I�۵�����ߴ�
GB/T 1173 �T���X�Ͻ�
GB/T 1176 �T���~�Ͻ��g(sh��)�l��
GB/T 1348 ��ī�T�F��
GB/T 1801 �O���c��Ϲ���c��ϵ��x��
GB/T 2100 һ����;���g��T��
GB/T 6414 �T���ߴ繫���c�Cе�ӹ�����
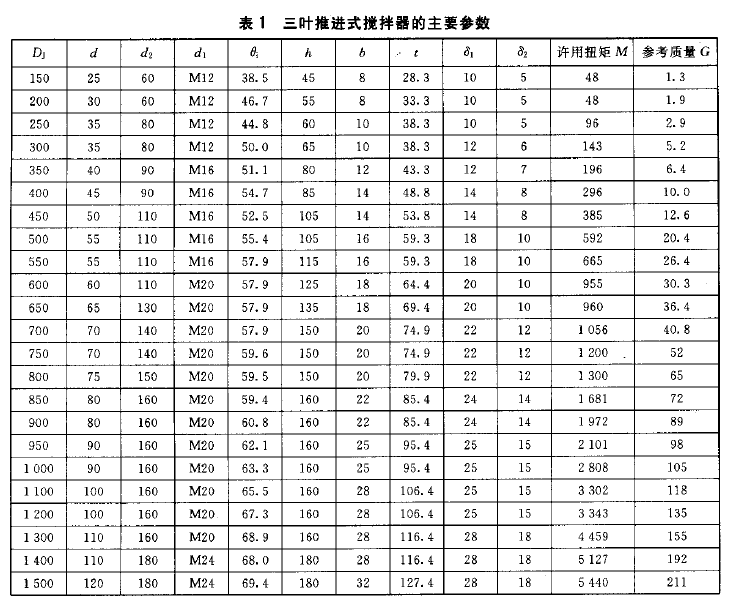
3��̖
b������ �I�۵Č��ȣ���λ�����( m m ) ,��
�䡡���� ݆���(n��i)��,����λ�����( m m )��
��1�������������o����ᔿ� ,������׆�λ��������,��
��2������݆���⏽����λ����ף���������
��J������������ֱ��,����λ����ף�������,����
�ǡ������������������|(zh��)���������P�Ӌ�㣩����λ��ǧ�ˣ���磩,��
�衡������݆��߶� ,����λ����ף���������
�͡��������������S��Ť�أ������P�Ӌ�㣩��λ��ţ�D ・�ף���.����,��
����������݆���(n��i)���c�I����� ֮��,����λ����ף���������,��
�}�����������������~�~�˵ĺ�� ,����λ����ף���������
�}1�����������������~�~���ĺ�� ,����λ����ף�������,��
θ ���������������~�~���c��ֱ�� ��ĊA �ǣ���λ��ȣ�������,��
4 �a(ch��n)Ʒ���
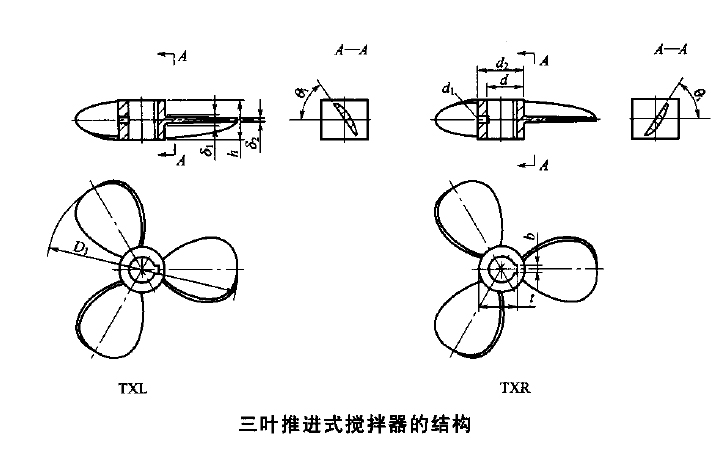
�� �~���Mʽ������ ��
�ԣأ�—���~�������Mʽ �ԣأ�—���~�������Mʽ
5 �Y(ji��)��(g��u)�c��Ҫ����(sh��)
���~���Mʽ�������ĽY(ji��)��(g��u)�c��Ҫ����(sh��)��(y��ng)���ψD �ɺͱ� �ɵ�Ҏ(gu��)��,��
6 Ҫ��
6.1 �T�������ψD��Ҫ���⣬߀��(y��ng)�������И�(bi��o)��(zh��n) ��
�ᣩ ���T�F������ GB/T 9439 ��Ҫ�� ,��
�⣩ ��ī�T�F������GB/T 1348��Ҫ�� ,��
�ã� ̼����T������ GB/T 11352��Ҫ�� ��
�䣩 ���P������T������GB/T 2100��Ҫ�� ,��
�壩 �~�Ͻ��T������ GB/T 1176��Ҫ�� ,��
�棩 �X�Ͻ��T������ GB/T 1173��Ҫ��
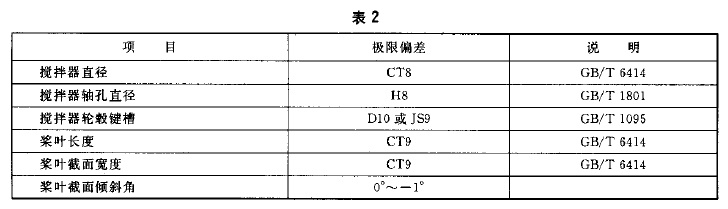
6.2 ���Mʽ�������ijߴ�͎΅���(sh��)�ĘO��ƫ�������Ҏ(gu��)��,�������Ǽӹ�����T��ߴ簴GB/T 6414 ��CT 10,��
6.3 �������S�״ֲڶȣҲ�����3.2 μm
6.4 �T��A�ǰ돽���D��ע���⣬����С�� ������,�����~���摪(y��ng)�A��,���o�����ë�� ��
6.5 �������~Ƭĩ�˾��ٶ�С�ڣ��������D(zhu��n)��С�� ���������r ,���ɲ��M���oƽ ��ԇ� ,����(d��ng)���ٶȲ�С�ڣ������D(zhu��n)�ٲ�С�ڣ��������r�������oƽ��ԇ� ,��
6.6 ��ƽ��ȥ�ؑ�(y��ng)�ژ��~���濿���⾉̎�����P��,��ȥ�غ�Ę��~��ȑ�(y��ng)��С��ԭ�O(sh��)Ӌ��ȵģ�������
7�z�
7.1�������谴�D�Ӽ�����(bi��o)��(zh��n)�M�Йz�,��
7.2���~Ƭ���Π�ߴ�z�y�r���õĘӰ弰�y�����ߵ��`��,�������ó��^���y�ߴ繫�� �ģ�����,��
7.3�z�y���~����Aб��θ1����Ҋ��䛣�
7.4�oƽ��ԇ������_���S��ƽ���ϸ�,��
8���b���A�\
8.1���������Sǰ��(y��ng)�M�з��P̎��,�����P䓼���(y��ng)�M����ϴ ���g���� �������o̎��,���S ������摪(y��ng)Ϳ��������֬,��
8.2 �������ij��S�ļ��������Ѓ�(n��i)�ݣ�
�ᣩ�a(ch��n)Ʒ�f���� ����ע�����Q,��ֱ��,�����ϡ��|(zh��)���ȃ�(n��i)��,��
�⣩�a(ch��n)Ʒ�|(zh��)���C����,��
�㣩�a(ch��n)Ʒ���S�ϸ��C��
�䣩�b���,��
8.3 �a(ch��n)Ʒ�A�\��(y��ng)��ȡ���������p,�������ȴ�ʩ ,�������S¶���Ż�ѷŻ���á�
��䛣�
���Y���Ը�䛡�
���~����Aб��θ�z�y����
�z�y���~����Aб��θ,���ɲ��ú����ݾ��x ��Ҋ�D ��������,���x�����~��ijһ�돽 ��1̎�����D(zhu��n)�u��ʹ���U�|�� ���� ����c ,��ӛ�����U�ڴ�ֱ����IJ�ֵ ,�����~����Aб ��θ1�飺

ʽ �У�
γ һ ���~�h(hu��n)��yԇ�D(zhu��n)�� ��
��1 — ���~�y���돽,����λ����ף�������,��
�S��— ��ֱ����ĸ߶Ȳ��λ����ף�������,��
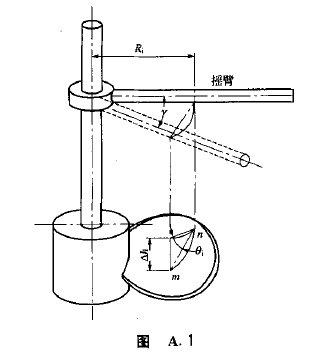
��ǜy�cλ�õ�Ҏ(gu��)�� ��n�c��(y��ng)��ԓ����ģ�°���侀��,��
m�c���x��ԓ���挒�ȵģ�����̎��γ���侀�ϡ�
��������(bi��o)��(zh��n)��

